 Адрес
Адрес
 График работы
График работы

Содержание
- Изготовление крутоизогнутых отводов
- Изготовление гнутых отводов
- Изготовление сегментных отводов
- Изготовление отводов из нержавеющей стали
Отвод – это фитинг, предназначенный для изменения направления потока веществ в трубопроводе. Деталь позволяет соединять трубы, обходя препятствия, и создавать компенсационный изгиб.
Изгиб трубопровода является областью повышенного давления. Изменение потока создает условия для выпадения осадочных отложений, уменьшая пропускную способность. По этой причине изделия проверяют на соответствие заявленным параметрам. Арматуру, не прошедшую технический контроль, списывают в брак.
Классификация по технологии производства:
- Холодногнутые;
- Горячегнутые;
- Штампосварные;
- Сварные секционные.
Гнутые производятся таким образом, что деформации подвергается лишь средняя часть трубы. Холодный способ гнутья предполагает сгиб без предварительного нагревания при температуре 20°С. Технология позволяет получить изгиб до 27°, поэтому для достижения необходимого угла заготовку сгибают в нескольких местах. Применение индукционного нагрева осуществляется для всей трубки или ее части при температуре 1000-1100°С в зависимости от марки стали.
Детали штампосварного типа высекают из стальных листов. Затем в листогибе формируют две половины и сваривают между собой. Так как метод достаточно трудоемкий, его используют только для производства вставок большого диаметра. При необходимости проводится дополнительная термообработка.
При любом способе на поверхности недопустимы трещины, сколы и другие изъяны. Каждое изделие в обязательном порядке проходит ультразвуковой контроль, иногда дополнительно проводят радиографическое исследование.
Изготовление крутоизогнутых отводов
Крутоизогнутым считают изделие, радиус изгиба которого равен 1,5 величины условного прохода DN. Стандартизированные параметры регулируют выпуск наименований 30°, 45°, 60°, 90° и 180°. Действующие регламенты:
- 3D – ГОСТ 17375-01;
- 2D – ГОСТ 30753-01;
- ОСТ 34.10.699.97;
- ГОСТ 17380-2001;
- ГОСТ 22793-83;
- ТУ 102-488-95;
- Типовые сертификаты ТС-582 5903-13.
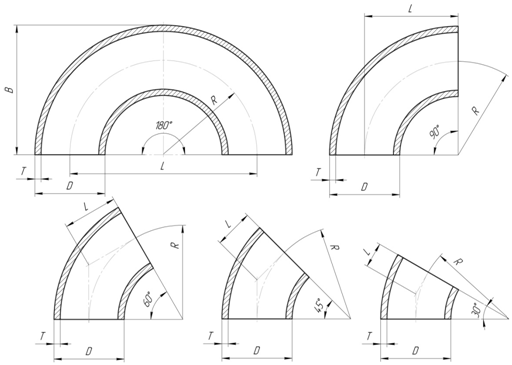 |
Чертежи крутоизогнутых отводов
Изготовление отводов 90 градусов проводится методом горячей протяжки. Колена диаметром от 720 мм до 1220 мм получают штампованием. Оборудование для производства стальных отводов различается методами обработки металла.
Выпуск горячегнутых фитингов начинается с нарезки трубы. Подбирают меньший диаметр, чем у планируемой детали. Заготовка помещается в нагретую камеру и протягивается через рогообразный сердечник заданной формы. Затем проводится правка на гидравлических прессах с точной корректировкой геометрических параметров. На заключительном этапе на торцовочном станке обрабатываются срезы. Технология позволяет получить бесшовную вставку с нормативным давлением 16 МПа.
Для штамповки листы стали обрабатывают на фрикционных прессах, создают скос кромки на 15-35°, обрабатывают торцы и сваривают половинки автоматическим способом. Сейчас все чаще используют заготовки, которым требуется один шов. Предельное давление до 10 Мпа.
Марки стали для изготовления отводов выбирают углеродистые или низколегированные. Изделия применяются в разных режимах эксплуатации, где состав сплава придает прочность в условиях низких или высоких температур. Например, производство отводов 09г2с позволяет прокладывать трубопроводы, выдерживающие температуру внешней среды до -70°С.
Изготовление гнутых отводов
Отводы холодного и горячего гнутья отличаются от крутоизогнутых аналогов геометрией. При большом радиусе дуги в зоне деформации металл перераспределяется равномерно, это помогает выдерживать высокие давления и предотвращать засорение осадками. Изготовление отводов холодного гнутья производится без нагрева, при этом изгиб должен быть кратен 3°. При однократной гибке трубы достигается результат не более 27°, поэтому производят несколько сгибов с шагом не менее 1° дуги.
Для выпуска применяют установки типа ГТ. Один участок закрепляется, а другой смещается домкратом. Для равномерного искривления полость заполняют сыпучим материалам, а по краям ставят заглушки. При горячем способе заготовка разогревается в месте деформации газом или индукционным методом.
Изготовление сегментных отводов
Производственный цикл начинается с нарезки стального листа и снятия с каждой заготовки фаски под сварку. Затем сегменты проходят вальцовку и свариваются. Также проводится зачистка, обработка и покрытие.
 |
Фотография сегментных отводов
Регламенты:
- ОСТ 36-21-77;
- ОСТ 34.10.752-97;
- ТС-583 по серии 5.903-13.
Кроме радиографического и ультразвукового исследования используют капиллярные пробы.
Изготовление отводов из нержавеющей стали
Основной проблемой износа трубопроводов является коррозия от воды и агрессивных веществ. Вставки из нержавеющей стали применяются в промышленных и бытовых системах.
По типу производства различают:
- Литые;
- Гнутые;
- Крутоизогнутые;
- Сварные.
Для стандартизации используется ГОСТ 17375-2001. Специальные сплавы стали, например, AISI 304 и AISI 304L обладают свойствами жаростойкости, устойчивости к кислотам, дают прочные сварные соединения.